
3D DOT este o companie care functioneaza cu doua tehnologii, FDM si SLA. In aceasta introducere la imprimarea 3D SLA, acoperim principiile de baza ale tehnologiei. Dupa citirea acestui articol, veti intelege mecanica fundamentala a procesului SLA, dar si avantajele si dezavantajele acestei tehnologii.
Ce este SLA?
Stereolitotografia (SLA) este un proces de fabricatie aditiv care apartine familiei fotopolimerizarii Vat. In SLA, un obiect este creat prin intarirea selectiva a unei rasini polimerice strat cu strat folosind un fascicul laser ultraviolet (UV). Materialele utilizate in SLA sunt polimeri termosimetri fotosensibili care vin intr-o forma lichida.
SLA este renumit pentru ca este prima tehnologie de imprimare 3D: inventatorul sau a brevetat tehnologia din 1986. Daca sunt necesare piese cu o precizie foarte ridicata sau o finisare neteda a suprafeței, SLA este cea mai eficienta tehnologie de imprimare 3D disponibila. Cele mai bune rezultate sunt obtinute atunci cand proiectantul profita de avantajele si limitarile procesului de fabricatie.
SLA are multe caracteristici comune cu Direct Light Processing (DLP), o alta tehnologie de imprimare 3D a fotopolimerizarii Vat. Pentru simplitate, cele doua tehnologii pot fi tratate ca egale.
Procesul de imprimare 3D SLA
Cum functioneaza SLA?
Iata cum functioneaza procesul de fabricatie SLA:
- Platforma de constructie este pozitionata mai intai in rezervorul de fotopolimer lichid, la o distanta de o inaltime a unui strat pentru suprafata lichidului.
- Apoi, un laser UV creeaza urmatorul strat prin intarirea si solidificarea selectiva a rasinii fotopolimerice. Fasciculul laser este focalizat pe calea predeterminata folosind un set de oglinzi, numite galvos. Intreaga sectiune transversala a modelului este scanata, astfel incat partea produsa este complet solida.
- Cand un strat este terminat, platforma se deplaseaza la o distanta sigura, iar sweeper blade-ul re-acopera suprafata. Procesul se repeta apoi pana la finalizarea piesei.
- După imprimare, piesa se afla intr-o stare verde, nu se intareste complet si necesita o prelucrare ulterioara sub lumina UV daca sunt necesare proprietati mecanice si termice foarte ridicate.
Rasina lichida este solidificata printr-un procedeu numit fotopolimerizare: in timpul solidificarii, lanturile de carbon monomer care compun rasina lichida sunt activate de lumina laserului UV si devin solide, creand legaturi puternice de neintrerupt intre ele. Procesul de fotopolimerizare este ireversibil si nu exista nicio modalitate de a converti piesele SLA inapoi in forma lor lichida: atunci cand sunt incalzite, acestea vor arde in loc sa se topeasca. Acest lucru se datoreaza faptului ca materialele produse cu SLA sunt confectionate din polimeri termoset, spre deosebire de termoplastiile pe care le foloseste FDM.
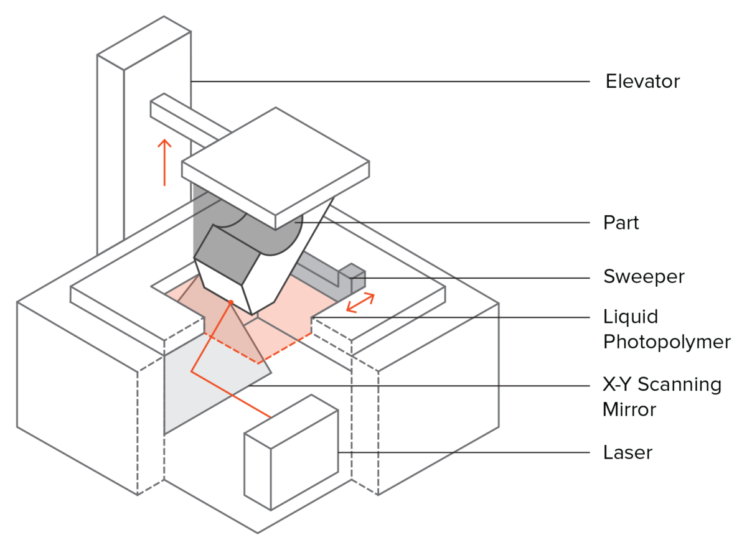
Schema unei imprimante 3D SLA
Caracteristicile unei imprimante 3D SLA
Parametrii imprimantei
In sistemele SLA, majoritatea parametrilor de imprimare sunt fixati de producator si nu pot fi schimbati. Singurele intrari sunt inaltimea stratului si orientarea partii (aceasta din urma determina locatia de sprijin).
Inaltimea tipica a stratului in SLA variaza intre 25 si 100 microni. Inaltimile straturilor inferioare surprind mai precis geometriile curbe, dar creste timpul de creare (si costul) si probabilitatea unei tipariri esuate. O inaltime a stratului de 100 microni este potrivita pentru majoritatea aplicatiilor obisnuite.
Marimea de construire este un alt parametru important pentru proiectant. Dimensiunea de construire depinde de tipul de masina SLA. Exista doua configuratii principale ale aparatului SLA: orientarea de sus in jos si orientarea de jos in sus.
Imprimantele SLA de sus in jos plaseaza sursa laser deasupra rezervorului, iar partea este construita orientata in sus. Platforma de construire incepe chiar din partea de sus a cuvei de rasina si se deplaseaza in jos dupa fiecare strat.
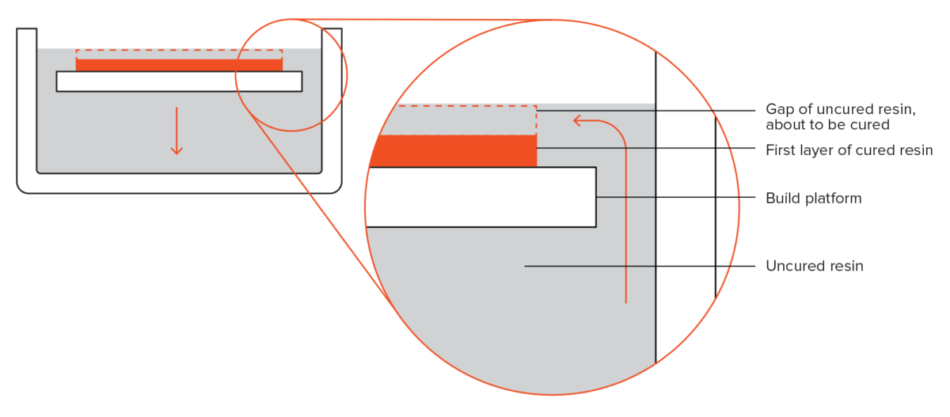
Schema unei imprimante SLA de sus in jos
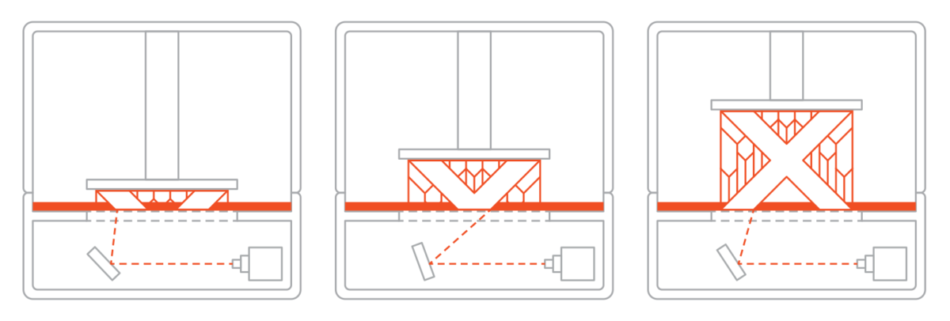
Imprimantele SLA de jos in sus plaseaza sursa de lumina sub rezervorul de rasina (a se vedea figura de mai sus), iar partea este construită cu fata in jos. Rezervorul are un fund transparent, cu un strat de silicon care permite luminii laserului sa treaca, dar impiedica rasina vindecata sa se lipeasca de el. Dupa fiecare strat, rasina vindecata este detasata de partea de jos a rezervorului, pe masura ce platforma de constructie se deplaseaza in sus. Aceasta se numeste pasul de peeling.
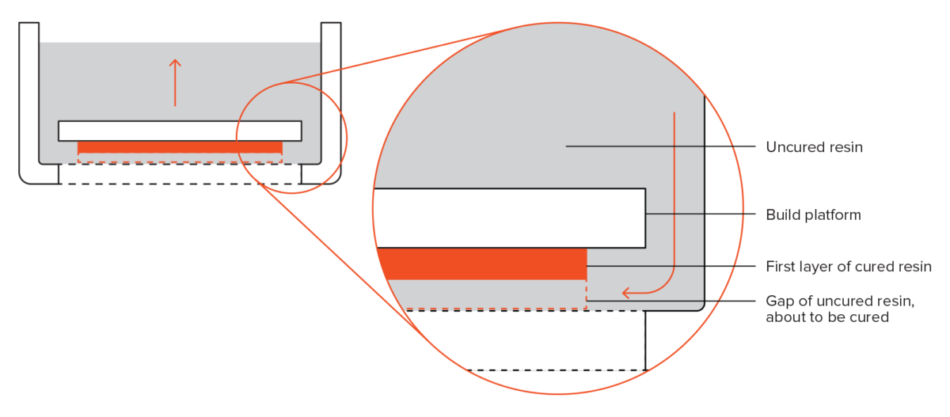
Schema unei imprimante SLA de jos in sus
Orientarea de jos in sus este utilizata mai ales in imprimantele desktop, precum Formlabs, in timp ce de sus in jos este utilizata in general in sistemele SLA industriale. Imprimantele SLA din partea de jos sunt mai usor de fabricat si operat, dar dimensiunea lor de constructie este limitata, deoarece fortele aplicate piesei in timpul etapei de decojire ar putea duce la esecul imprimarii. Pe de alta parte, imprimantele de sus in jos pot reduce dimensiunile de constructie foarte mari, fara pierderi mari de precizie. Capacitatile avansate ale acestor sisteme vin la costuri mai mari.
Structura de sprijin
Structura de asistenta este intotdeauna necesara in SLA. Structurile suport sunt tiparite in acelasi material ca piesa si trebuie indepartate manual dupa imprimare. Orientarea piesei determina locatia si cantitatea de suport. Se recomanda ca partea sa fie orientata astfel incat suprafetele atat de critice din punct de vedere vizual sa nu intre in contact cu structurile de sprijin.
Imprimantele SLA de jos si de sus in jos utilizeaza diferit suportul:
In imprimantele SLA de sus in jos, cerintele de asistenta sunt similare cu FDM. Acestea sunt necesare pentru a imprima cu exactitate suprapunerile si podurile (unghiul critic de inclinare este de obicei 30o). Piesa poate fi orientata in orice pozitie si de obicei sunt tiparite plate, pentru a reduce cantitatea de suport si numarul total de straturi.
In imprimantele SLA de jos in sus, lucrurile sunt mai complicate. Inca mai trebuie sustinute podurile, dar minimizarea zonei transversale a fiecarui strat este criteriul cel mai crucial: fortele aplicate piesei in timpul etapei de decojire pot determina ca aceasta sa se detaseze de platforma de construire. Aceste forte sunt proportionale cu aria sectiunii transversale a fiecarui strat. Din acest motiv, piesele sunt orientate intr-un unghi, iar reducerea suportului nu reprezinta o preocupare principala.
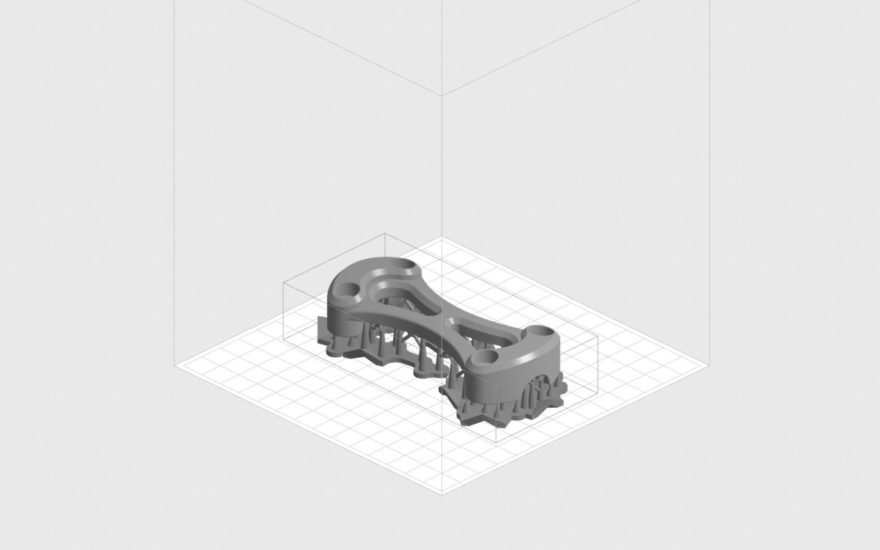
O parte orientata pentru o imprimanta SLA de sus in jos (minimizarea suportului).
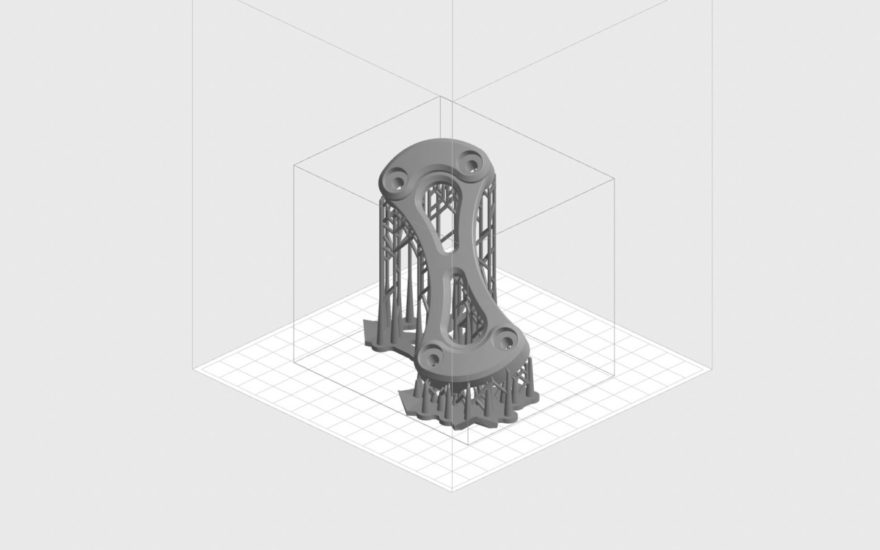
O parte orientata pentru o imprimanta SLA de jos in sus (minimizarea sectiunii transversale).

Scoaterea structurii de suport dintr-o parte SLA
Curling
Una dintre cele mai mari probleme legate de precizia pieselor produse prin SLA este curlingul. Curlingul este similar cu deformarea in FDM.
In timpul solidificarii / intaririi, rasina se micsoreaza usor la expunerea la sursa de lumina a imprimantei. Cand contractia este considerabila, se dezvolta tensiuni interne mari intre noul strat si materialul solidificat anterior, ceea ce duce la curbarea piesei.
Aderenta straturilor
Piesele tiparite SLA au proprietati mecanice izotrope. Acest lucru se datoreaza faptului ca o singura trecere cu laser UV nu este suficienta pentru a vindeca complet rasina lichida. Ulterior trecerile cu laser ajuta straturile anterior solidificate sa fuzioneze impreuna intr-un grad foarte mare. De fapt:
In SLA, intarirea continua chiar si dupa finalizarea procesului de imprimare.
Pentru a obtine cele mai bune proprietati mecanice, piesele SLA trebuie sa fie intarite, asezandu-le intr-o cutie de curatare sub lumina intensa UV (si uneori la temperaturi ridicate). Acest lucru imbunatateste foarte mult duritatea si rezistenta la temperatura a partii SLA, dar o face mai fragila.
De exemplu, testele pieselor tiparite in rasina standard standard folosind o imprimanta SLA desktop au o rezistenta la tractiune de aproape 2 ori mai mare (65 MPa fata de 38 MPa) si pot functiona sub sarcina la temperaturi mai ridicate (la o temperatura maxima de 58 grade C comparativ cu 42 grade C), dar alungirea lor la pauza este aproape jumatate (6,2% fata de 12%).
Lasarea partii la soare va induce si intarirea. Expunerea extinsa la lumina UV are un efect daunator asupra proprietatilor fizice si aspectului unei parti SLA: acestea se pot ondula, devin foarte fragile si isi pot schimba culoarea. Din acest motiv, este foarte recomandat acoperirea prin pulverizare cu o vopsea acrilica UV transparenta inainte de utilizare.
Materiale SLA comune
Materialele SLA se prezinta sub forma de rasina lichida. Pretul pe litru de rasina variaza foarte mult, de la aproximativ 50 USD pentru materialul standard, pana la 400 USD pentru materialele de specialitate, cum ar fi rasina turnabila sau dentara. Sistemele industriale ofera o gama mai larga de materiale decat imprimantele SLA desktop, care ofera proiectantului un control mai strans asupra proprietatilor mecanice ale piesei tiparite.
Materialele SLA (termoseturi) sunt mai fragile decat materialele produse cu FDM sau SLS (termoplastice) si din acest motiv, piesele SLA nu sunt utilizate de obicei pentru prototipuri functionale care vor efectua o incarcare semnificativa. Progresele materialelor pot schimba acest lucru in viitorul apropiat.
Post procesare
Piesele SLA pot fi finisate la un standard foarte ridicat folosind diferite metode de prelucrare, precum slefuirea si lustruirea, acoperirea prin pulverizare si finisarea cu un ulei mineral.

Capac de carcasa electronica din rasina transparenta, cu o serie de finisaje post-procesare. De la stanga la dreapta: indepartarea suportului de baza, slefuirea umeda, acrilica de protectie UV si lustruit.
Avantajele si dezavantajele SLA
Avantaje:
- SLA poate produce piese cu o precizie dimensionala foarte ridicata si cu detalii complexe.
- Piesele SLA au o suprafata foarte neteda, ceea ce le face ideale pentru prototipurile vizuale.
- Sunt disponibile materiale speciale SLA, cum ar fi rasini clare, flexibile si turnabile.
Dezavantaje:
- Piesele SLA sunt in general fragile si nu sunt potrivite pentru prototipurile functionale.
- Proprietatile mecanice si aspectul vizual al pieselor SLA se vor degrada peste ore cand piesele sunt expuse la lumina soarelui.
- Structurile de asistenta sunt intotdeauna necesare, iar post-procesarea este necesara pentru a elimina semnele vizuale lasate pe SLA.
Pentru mai multe detalii si comenzi SLA va asteptam pe info@3ddot.ro




